RIVCLINCH® P50 PASS Series - New one arrived Oct 2024
Recommended air pressure 4 to 6 bar 58-87 psi
Max. authorized air pressure 6 bar 87 psi
Min. working air pressure 4 bar 58 psi
Hydraulic pressure at 6 bar air pressure 350 bar 5’078 Psi
Clinching force at 6 bar air pressure 50 kN 11 klb
Work stroke 8.0 mm 0.31"
Approach stroke 52 mm 2"
Total stroke 60 mm 2.36"
Cycle time 0.7-0.9 s
Max. sheet metal thickness,
mild steel, total 4.0 mm 0.16''
Max. sheet metal thickness,
Stainless steel, total 3.0 mm 0.09”
Max. sheet metal thickness,
aluminium, total 4.0 mm 0.16”
Recommended oil quality,
hydraulic circuit ISO VG 32
Noise level with booster
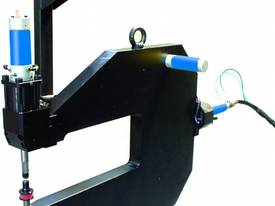
Ref. Fig. 1
Support, workhead and booster (pressure intensifier).
Optional equipment:
Tool kits: various combinations of dies and punches of type SR503 OR SR603
Functional description
Single-stroke clinching, opening die
The clinching method used by this RIVCLINCH®
machine is based on a single-stroke
method, patented or patents pending world-wide by Bollhoff Attexor S.A.
1. In the first part of the process, the punch will deform the overlapping sheet
material plastically inside a die cavity. The wall of the die, typically split in two,
three or four parts, remains closed.
2. When the lower material sheet reaches the anvil, i.e. the bottom of the die cavity,
the material will flow laterally and take a mushroom shape. In this phase the die
parts will be pushed outwards, sliding on a base. After the punch has been pulled
back and the die disengaged, the die walls will close again, pulled together by a
spring.
The result is a high-quality joint in terms of shape, strength and reproductibility.
A later section will explain how the cycle described above may be optimized.


 Facebook
Facebook Twitter
Twitter Email a Friend
Email a Friend



 Print
Print
















