Works with one power pack which means the operator have access to all three stations (Punching, cutting and bending) but can work on each station at a time.
The difference between this device and HBC-B120 is only in size of the busbar they could do operations on, which on this device the operator is able to process aluminum and copper busbars up to 160 × 15 mm.
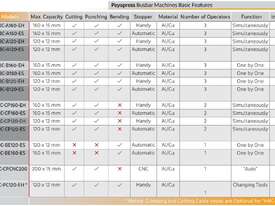
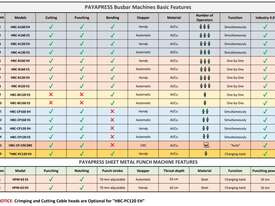
HBC-B series machines are exactly like the A series but the only difference of B series busbar machines is that the operator is able to work on each station at a time and the reason for it is that these machines are equipped with only one power pack which allows you to work on each station at different times.
HBC-B series is actually an alternative version of HBC-A series with only a lesser difference and more economical prices for Industries with less financial power.
Busbar Machine Type B Features
Cutter station
The cutter station of this device is as precise and advanced as a whole busbar cutting machine.
The Cutting station of this device includes the following options:
– Precise cutting with high quality
– Perfect finishing after cutting
– Center oriented guide leads to the best result
Programmable Length Stopper cause high accuracy in positioning of cuts (optional)
– Could be programmed in absolute and incremental positions
– Programmable for 20 positions
– Rollers at two sides of cutter for ease of busbar movement
– Handy Length Stopper with high accuracy adjustment
Puncher station
Copper punching dies
In the punching process, the maximum busbar size that can be obtained is 15 x 160.
If you use a larger size busbar, it may cause damage to the operator as well as damage to the punch section.
The male and female dies are the main tools for punching and they are one of the most important and practical equipment of metal products and are made in different models. In all of them, the punching operation is done by two parts, the Male and female die, which punches the desired special shape from the raw sheet (Busbar). The location of the Male die is on the piston and the location of the female is on the main body.
Do not use the punching station to make holes on materials such as iron, etc. because it will break the male and female dies and damage the machine.
The Punching station of this device includes the following options:
– Laser pointer helps you to find the center of holes very easily
– Easy changeable dies
– None fixed stripper plate prevents fraction in dies
– Double acting hydraulic systems prevents sticking dies in busbar after punching process
– Guides could be moved up to center of dies
– Rollers at two side of puncher for ease of busbar system cause high accuracy in positioning of holes (Optional)
– Handy metering system with high accuracy adjustment
– Circle dies from M6 up to M18
– Oval and rectangle dies (Optional)
Bending Station
The bender of this device is equipped with two independent systems to achieve bending with high precision and repeatability to repeat bending process in a high number of times.
1-Rotary measuring system:
A rotary encoder with a pulse factor of 3600 pulses per revolution in couple is connected to the movable rotating plates of the bender. Since these plates are attached to the back of the busbar and rotates with it while bending process, the amount of rotation is transferred to the encoder (5 Pulses each degree), Then, the bender controller system is online to adjust the bending amount and after reaching the desired bending angle, it ends the process.
2-Linear measuring system:
A digital ruler consists of a magnetic strip and a digital receiver attached to the end of the piston rod measures and controls the advance rate of the piston in each bending process. This system provides bend repeatability with an accuracy of 5 microns, which can lead to same size and numerous bends. It is also possible for the operator that instead of entering the angle from the beginning, enter the stroke length on the device screen. It should also be noted that the roller plate installed in the movable jaw section of the bender rotates dynamically during bending along with the busbar, which this design advantage prevents the bottom surface from being stretched. The Busbar moves forward on other surfaces and creates a line on the underside of the Busbar during bending. Among the other features of the bending section, it is possible to install a rod with different radii on the fixed jaw of the bender, which makes the bending arc more accurate in different thicknesses.



 Facebook
Facebook Twitter
Twitter Email a Friend
Email a Friend


 Print
Print